La calidad de tu cerveza se mide en cada detalle
Introducción:
Se entiende exclusivamente por cerveza la bebida resultante de fermentar, mediante levadura cervecera, al mosto de cebada malteada o de extracto de malta, sometido previamente a un proceso de cocción, adicionado de lúpulo. Una parte de la cebada malteada o de extracto de malta podrá ser reemplazada por adjuntos cerveceros.
Cualquier otro cereal sometido a un proceso se malteo deberá denominarse "malta de...." Seguido del nombre del cereal.
Se entiende exclusivamente por extracto de malta al producto seco o de consistencia pastosa, obtenido exclusivamente de malta o de cebada malteada.
El mosto es la solución en agua potable de carbohidratos, proteínas, sales minerales y demás compuestos resultantes de la degradación enzimática de la malta, con o sin adjuntos cerveceros, realizada mediante procesos tecnológicos adecuados.
El proceso de obtención de cerveza, de forma muy general, comienza con la materia prima, refiriéndonos a la cebada; sin embargo, puede ser cualquier otro tipo de grano. Este pasa por un proceso de pre-fermentación, que incluye el malteado, la molienda y la filtración, en donde obtenemos dos fases: la fase líquida, que pasa a tratamiento de aguas residuales, y la fase sólida, que pasa a una cocción. Después de la cocción, se lleva a cabo una incubación de levadura, que nos ayudará a realizar la fermentación del mosto. Posteriormente, el mosto pasa a un proceso de maduración y envasado, lo cual ya está contemplado en un proceso de post-fermentación. Después del envasado, se obtiene un producto final que se somete a pasteurización y, luego, a refrigeración para su disposición al usuario final.
Descripción con diagramas de flujo:
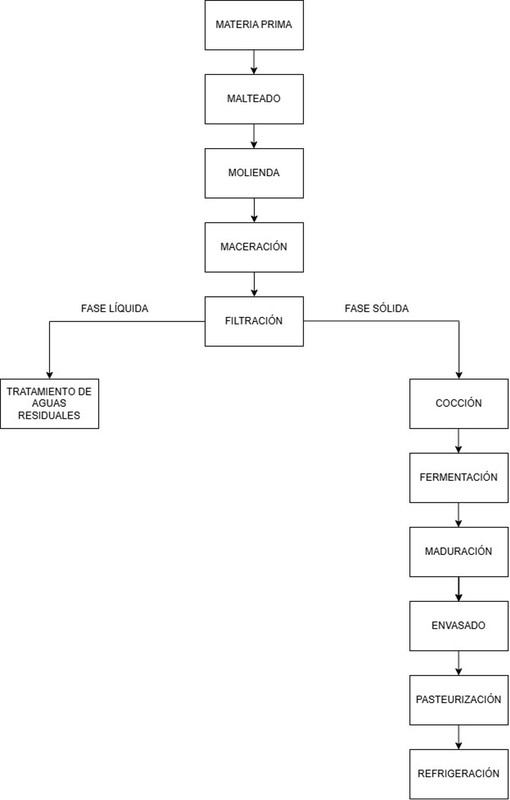
Fuente: Flujograma basado en el original de Hanna Instruments Costa Rica (2024), modificado por Ricardo Ruben Ramos.
Materias Primas:
Como materias primas tenemos la cebada o cualquier tipo de grano que deseemos utilizar agua lúpulo y levadura.
Malteado:
Es un proceso fundamental en la elaboración de la cerveza, ya que es donde los granos del cereal, generalmente la cebada, pasan por una germinación controlada para activar las enzimas necesarias durante la maceración. Este proceso determina el color y otras características de la cerveza, dependiendo del grado de tostado de la malta obtenida. Es importante controlar y mantener constantes los niveles de humedad y temperatura hasta que los tallos que brotan del grano alcancen una longitud similar a la del propio grano. Esto puede tomar de 4 a 6 días, y para interrumpir la germinación, la malta se transfiere a un tostador, donde se expone a aire seco y caliente, reduciendo el contenido de humedad. La temperatura de secado es crucial, ya que una temperatura baja produce una malta que se puede utilizar en cervezas más pálidas y doradas, mientras que una temperatura un poco más alta resulta en una malta para cervezas más oscuras. Esto influye en el color, el sabor y el aroma de la cerveza.
Molienda:
La molienda implica triturar la capa exterior del grano para luego romper la capa interna, permitiendo que el líquido de sacarificación entre en contacto con el grano entero. Es importante triturar el grano lo suficiente para exponer el centro de almidón de la semilla de cebada, esto sin dañar la cáscara que lo envuelve, para asegurar que los azúcares sean accesibles durante la maceración, que es el siguiente paso.
Maceración:
Es el paso en donde se lleva a cabo la inmersión de la cebada molida en agua caliente, permitiendo que las enzimas se activen y conviertan el almidón del grano en azúcares fermentables. La temperatura precisa afecta el tipo de azúcar producido, por lo que debe ser cuidadosamente controlada. Después viene el paso de filtración.
Filtración:
Es donde se separa el mosto líquido de los restos sólidos de la malta, conocidos también como bagazo. A menudo, este bagazo se utiliza para la alimentación animal. Este proceso también lo podemos llamar lautering y se lleva a cabo mediante una cuba filtro o un filtro prensa, donde el líquido se separa del sólido de manera eficiente. Después de la filtración, tenemos la cocción.
Cocción:
Es una etapa crucial en elaboración de la cerveza en la que se lleva a ebullición Para aportar amargor y aroma principalmente a través del lúpulo además es proceso esteriliza el mosto y coagula las proteínas indeseables también evapora aromas no deseados al final de la cocción el mosto se somete a una especie de centrífugo llamado Whirlpool en esta etapa tenemos dos objetivos la esterilización del mosto que se realiza durante la ebullición, ya que elimina todos los microorganismo presentes en el mozo asegurando que no haya contaminantes que puedan afectar la fermentación y la calidad de la cerveza final y también tenemos como objetivo la clarificación del mosto durante la ebullición las proteínas que pueden enturbiar la cerveza se precipitan acumulándose en el fondo o mezclándose con la espuma de la superficie lo que va a facilitar su eliminación durante la cocción se agregan lúpulos que aportan amargor y aroma la cantidad y el momento de la adición de los lúpulos va a determinar el perfil de sabor de la cerveza después de la cocción tenemos la fermentación.
Fermentación:
Es donde los azúcares fermentables se transforman en alcohol (etanol) y dióxido de carbono, generando también una variedad de compuestos que contribuyen a los aromas característicos de la cerveza. En esta etapa, tenemos varios pasos, entre ellos el enfriamiento y la aireación del mosto antes de añadir la levadura. El mosto debe enfriarse a una temperatura adecuada para que, una vez que esté enfriado, se transfiera al fermentador y se añada la levadura, que tolera las condiciones, sobre todo la temperatura del mosto. Queremos que la levadura se desarrolle para que consuma los azúcares del mosto y los convierta en alcohol y dióxido de carbono. Después de que se consuman los azúcares, este mosto se lleva a un enfriamiento alrededor de -1°C para su acondicionamiento y clarificación. Puede haber levadura que se sedimente, y esta se podría utilizar para futuras fermentaciones. Con respecto a las fermentaciones, tenemos cuatro tipos:
Alta Fermentación: que es en donde se producen mayormente cervezas tipo Ale, se utiliza levadura como Saccharomyces cerevisiae esta se desarrolla a temperaturas altas entre 18°C y 25°C y ese proceso puede ser de 4 a 6 días aproximadamente.
Baja Fermentación: que es donde se utiliza la levadura Saccharomyces Pastorianus, se desarrolla a temperaturas un poco más bajas entre 6°C y 10°C lo que produce un tiempo de fermentación un poco más largo de 8 a 10 días aproximadamente y se suele utilizar para cervezas tipo lager.
Fermentación Espontanea: que es donde no se añade levadura y la fermentación se realiza de manera natural similar al vino esta puede durar años.
Fermentación Isobárica: que se realiza en tanques herméticos en este método la cerveza se gasifica en el propio tanque antes de ser embotellada facilitando un control más preciso sobre el nivel de carbonatación.
Maduración:
Es donde la cerveza se somete a bajas temperaturas para estabilizar los sabores y aromas, logrando un equilibrio perfecto entre los diferentes matices. La cerveza madura y se suaviza, reduciendo los subproductos de la fermentación. Es posible añadir lúpulo seco durante esta etapa para potenciar el aroma. Después, tenemos el envasado.
Envasado:
Donde estamos contemplando la filtración y la carbonatación. Después de la maduración o acondicionamiento, la cerveza se filtra y se transfiere a un tanque brillante. En ese tanque brillante se puede carbonatar la cerveza mediante la adición de CO2 a alta presión, lo que es un proceso que acelera la carbonatación y ayuda a la clarificación de la cerveza. Posteriormente, el producto se puede envasar en botellas, latas o barriles para disposición de los usuarios finales.
Aplicación:
En el portafolio de productos de Hanna Instruments tenemos diversos equipos para cubrir la necesidad de medición de parámetros en el área de producción de cerveza, cómo se mostrará en la siguiente tabla:
Tabla1.
Parámetros de control en el proceso de producción de cerveza
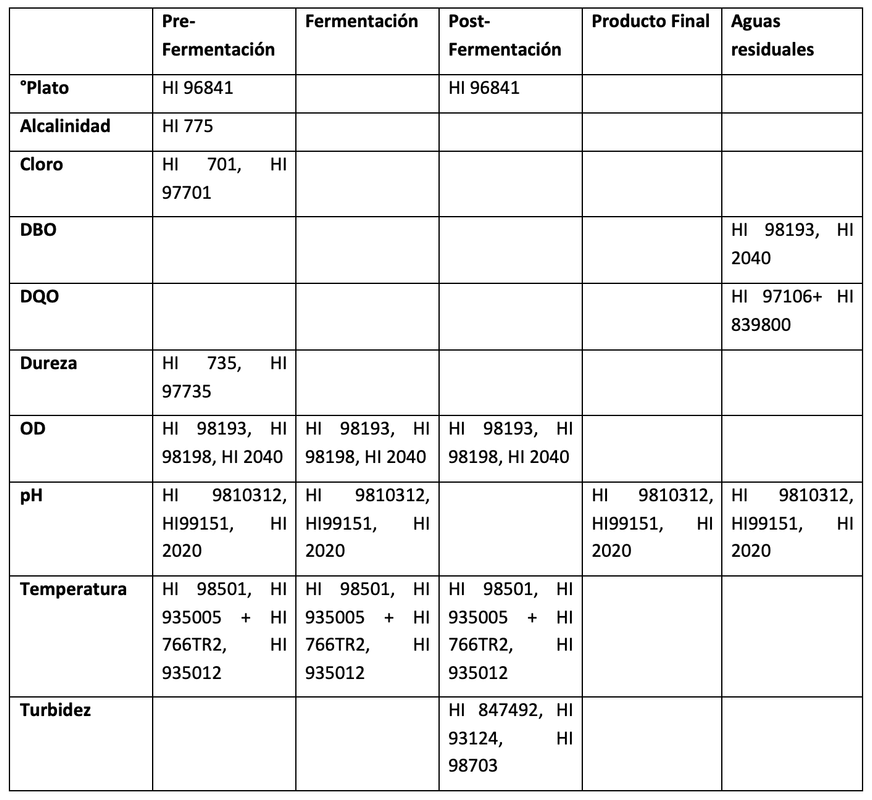
Fuente: Tabla basado en el original de Hanna Instruments Costa Rica (2024), modificado por Ricardo Ruben Ramos.
Dentro del área de producción de Cerveza tenemos la Norma Oficial Mexicana NOM-199-SCFI-2017, bebidas alcohólicas-denominación, especificaciones fisicoquímicas, información comercial y métodos de prueba.
Tabla 2.
Tabla Clasificación de Bebidas
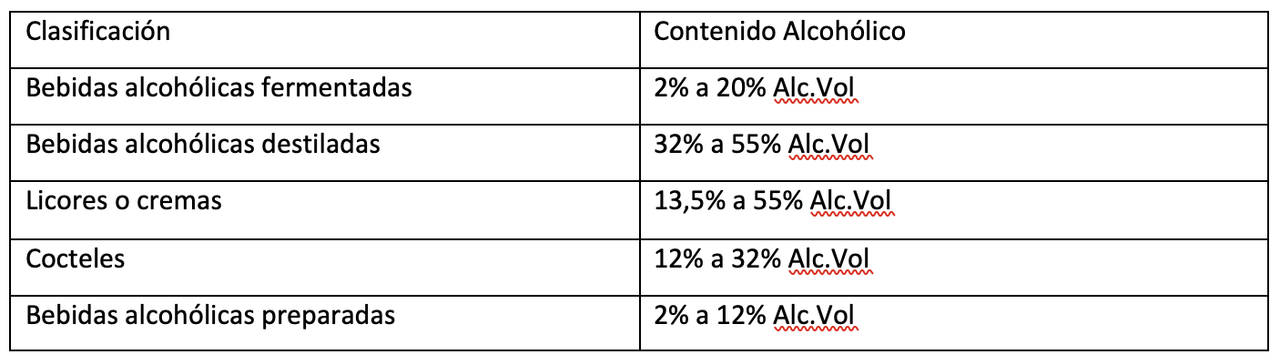
Fuente: Adaptado de Norma Oficial Mexicana NOM-199-SCFI-2017, Secretaría de Economía, 2017
Cómo se puede observar se tiene distintos equipos para distintas etapas, veremos de forma gráfica los equipos.

Etapa de Pre-Fermentación y Post-Fermentación, cómo pudimos es importante medir el contenido de azúcar, el refractómetro digital de Hanna para elaboración de cerveza mide el contenido de azúcar del mosto y lo convierte a °Plato con solo presionar un botón. El HI96841 tiene un diseño resistente para su uso en un entorno de elaboración de cerveza, es rápido (respuesta de 1,5 segundos), fácil de usar y limpiar y tiene una precisión de ±0,2 °Plato con compensación automática de temperatura. Tamaño de muestra pequeño, tan pequeño como dos gotas métricas de mosto (0,1 mL). La calibración con un solo botón hace que la configuración sea rápida y sencilla. Los resultados rápidos y precisos se muestran en 1,5 segundos. La escala °Plato es una forma de cuantificar la concentración de azúcares y sólidos disueltos en el mosto. Esta medición puede indicar el contenido de alcohol potencial de la cerveza terminada. El HI96841 convierte la lectura del índice de refracción a °Plato según las tablas mantenidas por la Comisión Internacional de Métodos Uniformes de Análisis de Azúcar (ICUMSA) y la Sociedad Estadounidense de Químicos Cerveceros (ASBC).
La Alcalinidad se puede ver que es importante medir en la etapa de Pre-Fermentación pudiendo medir con un fotómetro HI 775, que da la posibilidad de medir la alcalinidad entre 0 a 500 ppm con resolución de 1 ppm y precisión de +- 5ppm ó +- 5% de la lectura, siendo muy sencillo de usar. La medición de la alcalinidad en la pre-fermentación de la cerveza es crucial para controlar el perfil del agua, ya que influye directamente en la acción del lúpulo y en el pH del mosto.
El cloro libre de igual forma es un parámetro muy importante en producción de cerveza, dado que el cloro libre se mide en la pre-fermentación para evitar efectos negativos en la levadura y en la calidad de la cerveza. El cloro libre, generalmente presente en el agua como hipoclorito de sodio o cloro residual debido al tratamiento del agua, puede ser tóxico para las levaduras y afectar la fermentación y el aroma final de la cerveza. Si el agua contiene niveles elevados de cloro libre, puede inducir a sabores no deseados, como un sabor a plástico o a medicamento. Para este fin se tiene el HI 701 que va de 0.00 a 2.50 ppm, con resolución de 0,01 ppm y precisión de +-0,03 ppm ó +-3% de la lectura.

El DBO (Demanda Bioquímica de Oxígeno) en el agua residual de la cerveza es fundamental para evaluar el impacto ambiental del proceso de producción. La DBO mide la cantidad de oxígeno que los microorganismos necesitan para descomponer la materia orgánica presente en el agua, lo que refleja el nivel de contaminación orgánica. Para este fin en Hanna Instruments tenemos el HI 98193, es un medidor robusto, portable de Oxígeno Disuelto (OD) diseñado para aplicaciones demandantes. Este medidor profesional, a prueba de agua cumple con estándar IP67, mediciones de OD, Presión barométrica, DBO y Temperatura. El HI98193 es suministrado con todos los accesorios para realizar mediciones de OD y empacado en una maleta portable resistente, realiza los cálculos para determinar DBO, pidiendo leer OD en el día 1 y en el día 5, pidiendo algunos datos adicionales para el respectivo cálculo, cabe aclara que no mide el DBO de forma directa, sino que es un medidor de OD que ayuda en el cálculo de DBO. Mide de 0.00 a 50.00 mg/L (ppm); 0.0 a 600.0 % saturación y tiene una precisión de ±1.5% de lectura ±1dígito.
Para medición de DQO (Demanda Química de Oxígeno), se mide en el agua residual de cerveza para evaluar la cantidad total de materia orgánica biodegradable y no biodegradable. Permite estimar el impacto ambiental del agua residual y su capacidad de contaminación. Es esencial para cumplir con normativas ambientales y optimizar el tratamiento de aguas. Tiene 3 distintos rangos que van de 0 a 150 ppm con precisión de ± 5 mg / L o ± 4% de lectura a 25 °C, rango medio de 0 a 1500 pm con precisión de ± 15 mg / L o ± 4% de lectura a 25 °C y rango alto con rango de 0 a 15000 ppm con precisión de ± 150 mg / L o ± 2% de lectura a 25 ° C. Adaptación del método aprobado por la EPA 410.4 de EE. UU. Para la determinación de DQO en aguas superficiales y aguas residuales. Pudiendo almacenar hasta 200 datos de forma automática.
De igual forma se tiene Dureza, se mide en la pre-fermentación para evaluar los niveles de iones de calcio y magnesio en el agua. Estos minerales son importantes para la actividad de las enzimas durante el macerado y para la salud de la levadura. También influencian el sabor y la clarificación de la cerveza. Es un excelente equipo proporcionando resultados digitales precisos en solo unos pocos pasos. Dedicado a un solo parámetro, nuestro colorímetro portátil elimina la molestia de hacer coincidir una tabla de colores para obtener la medición más precisa con una resolución de 1 ppm y una precisión de ±6 ppm ±6 % de lectura a 25 °C.

El Oxígeno Disuelto, dado que el oxígeno disuelto se mide en todas las etapas para controlar su impacto en la fermentación. En la pre-fermentación, se asegura que el mosto no tenga oxígeno, ya que su presencia puede estresar a las levaduras y afectar el sabor. En la fermentación, se monitorea para evitar niveles elevados, ya que el oxígeno puede causar oxidación y sabores no deseados. Durante la post-fermentación, se controla para evitar que las levaduras reabsorban oxígeno y deterioren la calidad final. Un nivel adecuado de oxígeno en cada etapa es clave para una fermentación eficiente y una cerveza de alta calidad. En este sentido se tiene distintos equipos para la medición de OD desde equipos portátiles cómo el HI 98198, que va desde 0.00 a 50.00 mg/L (ppm); 0.0 a 500.0% saturación con precisión de 1% de la lectura ± 0.01 mg/L para 0.00-20.00 mg/L, 5% de la lectura para 20.00-50.00mg/L; 1% de la lectura ±0.1% para 00-200.0%, 5% de la lectura 200.0-500.0%, con compensación de presión, salinidad y temperatura, capaz de registrar por el usuario de hasta 4000 muestras.
De igual forma se tienen equipos de mesa como el HI2040, con rango de 0.00 a 45.00 ppm; 0.0 a 300.0 % saturación y precisión de ± 1.5% de la lectura ±1 dígito, capaz de almacenar hasta 1000 registros: 200 registros (registro bajo demanda y registro de estabilidad); 600 registros para registros de intervalo.

En cuanto a pH, se puede evidenciar que es importante en distintas etapas, en la pre-fermentación, se controla para optimizar el macerado y la extracción de azúcares, así como la actividad enzimática. Durante la fermentación, el pH debe mantenerse en un rango específico para garantizar una fermentación eficiente y la salud de la levadura. En el producto final, el pH influye en el sabor y la estabilidad de la cerveza. Finalmente, en las aguas residuales, se mide para evaluar el impacto ambiental y asegurarse de que el pH no cause contaminación en cuerpos de agua. El control adecuado del pH en todas las etapas es crucial para la consistencia y la calidad de la cerveza. En este sentido para el área de cerveza se tiene equipos de pH de bolsillo cómo el HI 9810312 con un rango de 0,00 a 12,00 pH y precisión de ± 0.05 pH, capaz de conectarse mediante bluetooth a un dispositivo con Android y bluetooth, para poder almacenar datos y ver el estado del electrodo.

De igual forma se tiene el pH metro portátil HI99151 con un rango de -2,00 pH / 16,00 pH y una precisión de ± 0,02 pH, pudiendo leer en mV, de ±825 mV (pH-mV), para poder ver el OFFSET y la pendiente, pudiendo verificar el estado del electrodo.
Paralelamente se tiene un equipo de mesa HI2020, con un rango de modo estándar: -2.00 a 16.00 pH, -2.000 a 16.000 pH; ±1000 mV y precisión de ±0.01 pH; ±0.002 pH; ±0.2 mV, quitando la necesidad de calcular OFFSET y Pendiente, dado que el equipo tiene la función GLP la que posibilitar dar estos datos directamente y poder ver el estado del electrodo.
De igual forma es importante la Temperatura, pudiendo realizar las mediciones con equipos cómo el HI 98501 con un rango de -50.0 a 150.0 °C / -58.0 a 302 °F y precisión de ±0.2 °C (-30.0 a 120.0 °C) y ±0.3 °C (120 a 150°C). El HI 935005 +HI 766TR2 con un rango de que alcanza hasta 250 °C con la sonda HI 766TR2, pero el equipo tiene posibilidad de llegar hasta 1100 °C con otras sondas. El HI 935012 con rango de -20.0 a 120.0 °C y precisión de 0.1 °C.

Referente a la Turbidez, La turbidez se mide en la post-fermentación para evaluar la clarificación de la cerveza. Indica la cantidad de partículas en suspensión, como levaduras muertas o proteínas, que pueden afectar la apariencia y la estabilidad. Un nivel adecuado de turbidez asegura un producto final más limpio y visualmente atractivo. Para este fin tenemos el HI 847492, es un medidor portátil de alta precisión para análisis de cerveza que refleja los años de experiencia de HANNA. El HI847492 cumple con la ASBC (Sociedad Estadounidense de Químicos Cerveceros) y utiliza un nefelómetro para probar la turbidez causada por la neblina. El medidor está especialmente diseñado para mediciones de la calidad de la cerveza y proporciona lecturas exactas y precisas en todo momento. Cumple con los métodos ASBC. El medidor de turbidez HI847492 está especialmente diseñado para medir la turbiedad en el análisis de calidad de la cerveza. Con rango de 0,00 a 9,99 FTU, 10,0 a 99,9 FTU, 100 a 1000 FTU, con precisión de ±2% de la lectura más 0,05 FTU.
Referencias:
Hanna Instruments Costa Rica. (2024). Tabla basada en el original de Hanna Instruments Costa Rica, modificada por Ricardo Ruben Ramos.
Secretaría de Economía. (2017). Norma Oficial Mexicana NOM-199-SCFI-2017, bebidas alcohólicas: Denominación, especificaciones fisicoquímicas, información comercial y métodos de prueba.
Bibliografía:
Hanna Instruments. (2024). Guía de productos para la medición de parámetros en la producción de cerveza. Costa Rica.
Sociedad Estadounidense de Químicos Cerveceros (ASBC). Métodos analíticos para la industria cervecera.
Comisión Internacional de Métodos Uniformes de Análisis de Azúcar (ICUMSA). Tablas para la conversión del índice de refracción a °Plato en la elaboración de cerveza.
Hanna Instruments. (2025). Catálogo de productos Hanna Instruments.